Hva er en gummielter og hvordan er den strukturert
A gummi elter - også referert til som en intern mikser eller eltemaskin av banbury-type - er en lukket blandemaskin med høy intensitet som brukes til å blande rågummi med tilsetningsstoffer som kjønrøk, svovel, akseleratorer, myknere og prosessoljer. I motsetning til åpne møller, utfører gummielteren blanding inne i et forseglet kammer, noe som dramatisk reduserer materialtap, forbedrer dispersjonsuniformiteten og tillater behandling av temperaturfølsomme forbindelser.
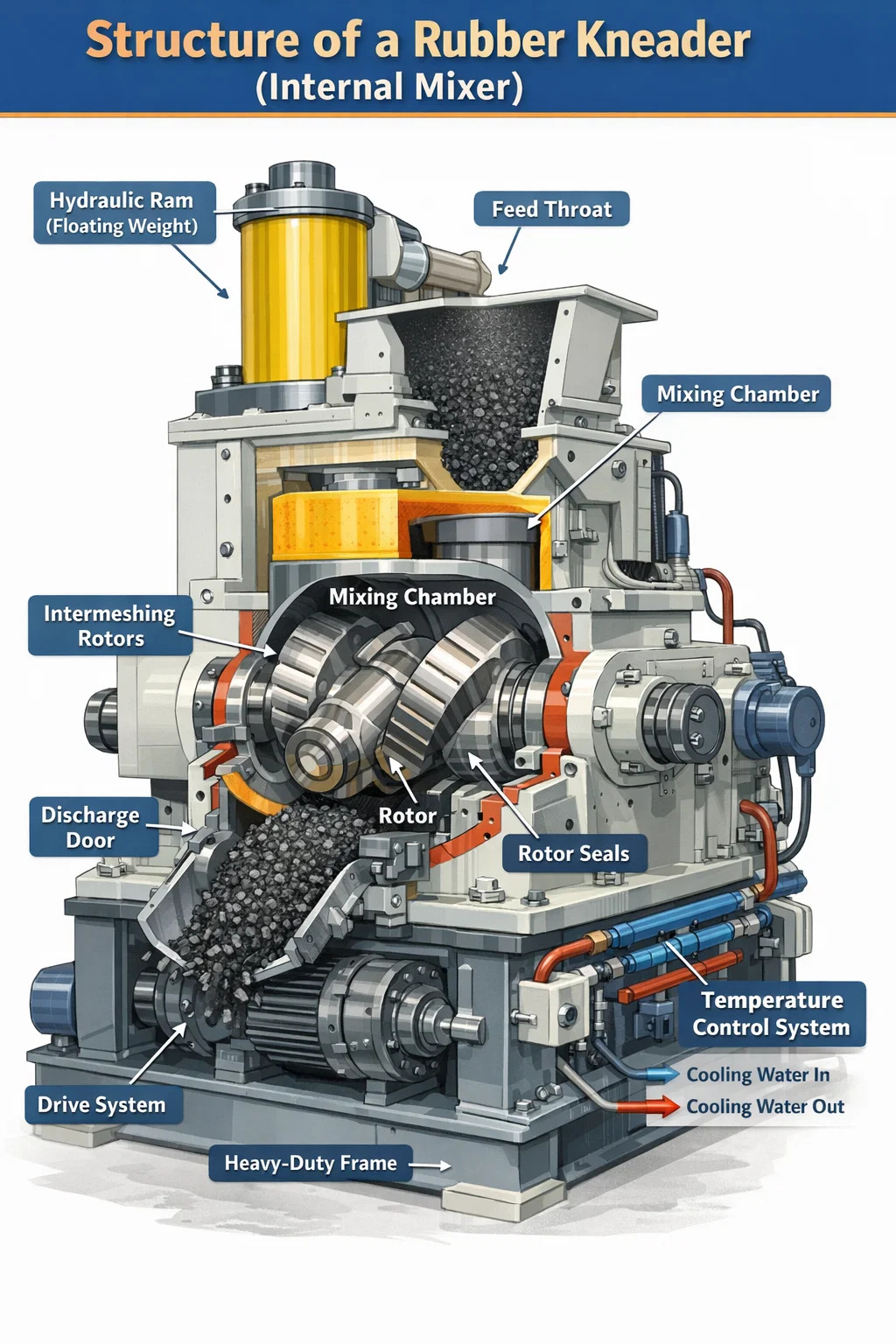
Kjernestrukturen til en gummielter består av seks primærsystemer: blandekammeret, rotorene, den hydrauliske sylinderen (flytende vekt), utløpsdørmekanismen, temperaturkontrollsystemet og drivsystemet. Hver spiller en distinkt mekanisk rolle, og forståelsen av hvordan de samhandler avslører hvorfor interne eltere har blitt industristandarden for gummiblandinger i dekkproduksjon, tetninger, pakninger, slanger og tekniske gummivarer.
Selve maskinkroppen er vanligvis konstruert av høyfast støpt stål eller fremstilt stålplate, med innvendige overflater herdet eller foret med slitesterk legering for å motstå de enorme mekaniske kreftene som genereres under blanding - ofte over 500 kN i maskiner med stor kapasitet.
Blandekammeret: The Heart of the Rubber Kneader
Blandekammeret er det lukkede rommet hvor all blanding finner sted. Det er et åtte-tallsformet hulrom maskinert til ekstremt trange toleranser, designet for å huse to motroterende rotorer. Kammerets indre profil er ikke sirkulær - veggene er konturert for å komplementere rotorgeometrien, noe som sikrer at gummimassen kontinuerlig brettes, klippes og eksponeres på nytt for rotoroverflatene.
Kammervolum er en av de primære spesifikasjonene som brukes til å klassifisere gummieltere. Maskiner i laboratorieskala kan ha kammervolumer så små som 0,3 liter, mens interne blandere i produksjonskvalitet som brukes i dekkfabrikker kan overstige 650 liter. Vanlige industrielle størrelser varierer fra 20L til 270L, med fyllfaktorer (forholdet mellom gummiladningsvekt og kammervolum) vanligvis satt mellom 0,6 og 0,75.
Kammerveggene innlemmer et omfattende nettverk av interne kjøle- og varmekanaler . I moderne gummielter bores disse kanalene direkte gjennom kammerkroppen og kobles til et lukket-sløyfe temperaturkontrollsystem. Nøyaktig termisk styring er kritisk – gummiviskositet, dispersjonseffektivitet og blandingskvalitet er avhengig av å opprettholde batchtemperaturen innenfor et definert vindu, ofte mellom 70 °C og 160 °C avhengig av formuleringen.
Kammeret er delt i to halvdeler - en overkropp og en underkropp - boltet sammen. Den nedre halvdelen inneholder utløpsdørens hengsel. Denne delte konstruksjonen gir tilgang for inspeksjon, rengjøring og utskifting av foring. Kammerforinger laget av herdet stål (vanligvis med overflatehardhetsverdier på 58–62 HRC) beskytter den strukturelle kammerkroppen mot slipende gummiblandinger og kan skiftes ut uavhengig uten å demontere hele maskinen.
Rotorer: Den definerende komponenten i gummielterdesign
Rotorene er de mekaniske elementene som faktisk utfører blandearbeidet inne i kammeret. I en gummielter, to rotorer roterer i motsatte retninger med et fast hastighetsforhold , typisk 1:1,1 eller 1:1,2, og skaper en differensiell rotorhastighet som genererer intens skjærspenning ved nippunktet mellom rotorene og mellom hver rotor og kammerveggen.
Rotorgeometri er en av de mest konstruerte aspektene ved en intern mikser. Det er tre hovedrotortyper som brukes i moderne gummieltere:
- Tovingede (elliptiske) rotorer: Den originale designen, preget av to spiralformede blader vridd langs rotorakselen. Disse genererer høye skjærkrefter og er egnet for blandinger som er vanskelige å blande, carbon black masterbatcher og høyviskositetsgummi som naturgummi (NR) og EPDM. Spissklaring mellom rotorvinge og kammervegg er typisk 2–6 mm.
- Firevinge rotorer: Utviklet for å forbedre dispersiv og distributiv blanding samtidig. De ekstra vingene øker frekvensen av materialfolding og reorientering per omdreining, noe som muliggjør raskere innblanding av fyllstoffer. Firevingsrotorer er nå standard i høyproduksjonsblandingslinjer for dekkblandinger.
- Seksvingede (eller flervingede) rotorer: Brukes i applikasjoner som krever eksepsjonelt fin dispersjon av fyllstoff, for eksempel silikabaserte dekkblandinger der silankoblingseffektiviteten er kritisk. Disse rotorene produserer skånsommere, mer distribuerende blanding med lavere topptemperaturer.
Rotoraksler er hule og koblet til temperaturkontrollsystemet, slik at kjølevæske eller damp kan strømme gjennom interiøret. Denne interne rotorkjølingen er avgjørende i høyhastighetsblandingsoperasjoner der friksjonsvarmegenerering kan forårsake for tidlig vulkanisering (sviding) av blandingen. Rotoroverflatehastigheten i produksjonseltemaskiner varierer vanligvis fra 20 til 80 rpm , med noen maskiner med variabel hastighet som er i stand til å operere over hele dette området innenfor en enkelt blandesyklus.
Rotorene støttes i begge ender av kraftige anti-friksjonsrullelagre plassert i maskinens sideramme. Lagerarrangementet må tåle både radielle belastninger fra gummiblandingstrykk og aksiale trykkbelastninger generert av de spiralformede rotorvingene. Lagersammenstillinger i store eltere er vanligvis også vannkjølte, da friksjonsvarme ved lagersetene ellers ville redusere levetiden betydelig.
Rotor tetningssystem
Der rotorakslene går ut av blandekammeret gjennom sideveggene, forhindrer et tetningssystem at gummiblanding lekker ut langs akselen. Dette er teknisk sett et av de mest utfordrende områdene innen gummielterdesign. Tetningen må inneholde gummi ved trykk opp til 0,5–1,0 MPa mens akselen roterer med hastighet, alt mens kammerets indre er ved høye temperaturer.
De fleste moderne gummieltere bruker en av to tetningsarrangementer:
- Labyrinttetninger med gummipakning: En serie maskinerte spor og rygger skaper en kronglete bane som motstår sammensatt strømning. Kombinert med pakningsringer av komprimert gummi gir dette arrangementet effektiv tetting for de fleste produksjonsblandinger. Utskifting av pakke er en rutinemessig vedlikeholdsoppgave som utføres med noen få hundre driftstimer.
- Mekaniske ansiktstetninger: Brukes i førsteklasses maskiner og applikasjoner med strenge forurensningskrav. En roterende tetningsflate presset mot et stasjonært sete gir en positiv barriere. Disse tetningene kan være luft- eller vannkjølte og gir lengre serviceintervaller enn pakningstypene.
Den hydrauliske rammen (flytende vekt): Trykkkontroll over blandingen
Sittende rett over blandekammeret er den øvre sylinderen, vanligvis kalt den flytende vekten eller den hydrauliske sylinderen. Dette er en solid stål- eller duktilt jernblokk formet for å passe inn i innmatingshalsen til kammeret. Dens funksjon er å forsegle toppen av blandekammeret etter at materialet er lastet og å legge nedovertrykk på gummibatchen under blanding.
Ramtrykk er en av de viktigste prosessvariablene i gummielterdrift. Høyere ramtrykk tvinger gummiblandingen til tettere kontakt med rotorene, noe som øker skjærintensiteten og forbedrer spredningen. For høyt trykk akselererer imidlertid slitasje på rotor og kammerforing. Ramtrykk i produksjonsmaskiner varierer vanligvis fra 0,2 til 0,8 MPa, påført via en hydraulisk sylinder montert over matehalsen.
Sylinderen styres av en vertikal strupesylinder - en nøyaktig maskinert passasje som holder stempelet sentrert og forhindrer sideveis bevegelse under sammensatt trykk. En støvforsegling i bunnen av halsen hindrer gummi i å vandre opp rundt ramkroppen. Selve stemplet er ofte kjernet og koblet til kjølevannskretsen for å håndtere varmeabsorpsjon fra gummien under.
Den hydrauliske sylinderen som aktiverer sylinderen er montert på en dreieramme over maskinkroppen, slik at den kan svinge klar når materhalsdekselet åpnes for lading. På automatiserte produksjonslinjer styres ramsyklusen av blandeprogrammet - den stiger automatisk når tømmedøren åpnes for å frigjøre batchen, og går ned og låses umiddelbart etter at neste ladning er lastet.
I noen nyere gummielte-design, spesielt de som brukes til silika-silanblanding, moduleres ramtrykket dynamisk under blandesyklusen - reduserer trykket midlertidig under silaniseringsreaksjonstrinnet for å forhindre overoppheting, og øker det igjen for endelig dispersjon. Dette krever et proporsjonalt hydraulisk ventilsystem integrert med maskinens kontrollenhet.
Utløpsdørmekanisme: Frigjøring av den blandede batchen
Utløpsdøren danner bunnen av blandekammeret. Når blandingen er fullført, åpnes denne døren nedover (eller svinger til den ene siden, avhengig av design) for å frigjøre den ferdige gummibatchen ved hjelp av tyngdekraften inn i en nedstrøms enhet - typisk en åpen mølle, dobbeltskrueekstruder eller batch-off kjøletransportør.
Døren aktiveres av en hydraulisk sylinder, og dens låsemekanisme må tåle det fulle indre kammertrykket under blanding uten avbøyning. Selv mindre dørflekker kan tillate gummi å ekstrudere inn i dørforseglingsområdet, akselerere slitasje og forårsake forurensning. Høykvalitets gummiknadere bruker flere låsebolter eller en kamlåsmekanisme som fordeler klemkraften jevnt over døromkretsen.
Dørflaten (overflaten som er i kontakt med gummiblandingen) er typisk overflatebehandlet med en herdet sliteplate, som kan skiftes ut uavhengig. Dørkroppen har kjølekanaler koblet til samme krets som kammerveggene. En tetningsring av gummi eller elastomer løper rundt døromkretsen for å forhindre lekkasje av sammensatt ved kammer/dør-grensesnittet – denne tetningen er en forbruksdel som erstattes under planlagt vedlikehold.
Utløpsdørens åpningstid er en prosessparameter – raskere åpning reduserer tiden blandingen utsettes for varme etter blandingsslutt, noe som er kritisk for temperaturfølsomme forbindelser som inneholder forhåndsdispergerte vulkaniseringsmidler. I høyhastighets produksjonslinjer, døråpning og batch-slipp er fullført innen 3–5 sekunder for å opprettholde gjennomstrømningen.
Temperaturkontrollsystem: Håndterer varme i hele gummielteren
Temperaturstyring er ikke valgfritt ved bruk av gummielter – det er et grunnleggende krav for blandingskvalitet og prosess repeterbarhet. Temperaturkontrollsystemet omfatter tre varmevekslingssoner: kammerveggene, rotorlegemene og stemplet. Hver sone kan styres uavhengig.
De fleste produksjonsgummiknadere bruker en vanntemperaturkontrollenhet med lukket sløyfe (TCU) som sirkulerer temperert vann gjennom alle tre sonene. TCU kan varme opp vann ved hjelp av elektriske varmeovner eller dampinjeksjon og kjøle det ved hjelp av en varmeveksler koblet til anleggets kjølevannsforsyning. Målvanntemperaturer varierer etter prosesstrinn:
- Forvarmingstrinn: 60–90°C vann for å bringe kammeret til driftstemperatur før første batch av skiftet
- Blandetrinn: 20–40°C kjølevann for å absorbere friksjonsvarme og forhindre overtemperatur av sammensatte
- Rengjøringstrinn: Varmtvann eller dampspyling for å myke opp gjenværende blanding for enklere fjerning
Sammensatte temperatur overvåkes av termoelementer eller infrarøde sensorer montert i kammerveggen. Sammensatt temperaturtilbakemelding i sanntid brukes av maskinens kontrollsystem for å justere rotorhastighet, ramtrykk og kjølevæskestrømningshastighet for å holde partiet innenfor spesifikasjonene. I noen avanserte gummieltesystemer avsluttes blandingen automatisk når blandingstemperaturen når et settpunkt i stedet for etter en fast tidssyklus - denne såkalte temperaturkontrollerte dumpingen er mer konsistent enn tidskontrollert dumping og reduserer batch-til-batch-variabiliteten.
Rotor- og kammerkjølekretsdetaljer
Inne i hver hule rotor følger kjølevæskekretsen typisk et spiral- eller boremønster som maksimerer overflatekontaktarealet. Roterende koblinger (også kalt svingledd) ved rotorakselendene kobler de stasjonære kjølevæsketilførselsrørene til det roterende rotorens indre uten lekkasje. Dette er presisjonskomponenter som krever periodisk inspeksjon og utskifting ettersom deres indre tetninger slites.
Kammerveggkjølekanaler bores i et serpentinmønster gjennom kammerblokken, typisk med en avstand på 30–50 mm senter til senter. Kjølevæskestrømningshastigheten gjennom disse kanalene er designet for å oppnå en varmefjerningskapasitet som er tilstrekkelig for maskinens merkeeffekt – for en 270L elter med en 2000 kW drivmotor må kjølesystemet være i stand til å fjerne minst 1,5–2,0 MW termisk energi kontinuerlig.
Drivsystem: Kraftoverføring til rotorene
Drivsystemet til en gummielter består av den elektriske motoren, hastighetsdemper (girkasse) og girarrangementet som driver de to rotorene. Fordi rotorene må dreie med et fast hastighetsforhold i forhold til hverandre, er de koblet gjennom et sammenlåsende girsett - tidsgirene - som sikrer synkronisering uavhengig av lastvariasjoner.
Hoveddrivmotoren er nesten universelt en AC-induksjonsmotor med variabel frekvensdrift (VFD)-kontroll i moderne maskiner. Mulighet for variabel hastighet er avgjørende for å optimalisere blandingen i ulike stadier av en blandingssyklus - for eksempel ved å kjøre med lav hastighet under første ballhavari for å unngå overbelastning av motoren, og deretter akselerere til maksimal hastighet for innbygging av fyllstoff. Motorkraft i produksjon gummi elter skalaer med kammervolum:
| Kammervolum (L) | Typisk motoreffekt (kW) | Rotorhastighetsområde (rpm) | Vanlig applikasjon |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Små partier, spesialblandinger |
| 75–120 | 500–900 | 20–70 | Mellomstore dekk og industrigummi |
| 200–270 | 1500–2500 | 20–80 | Høyvolum dekkdekksammensetning |
| 400–650 | 3000–5000 | 15–60 | Storskala dekk masterbatch produksjon |
Girkassen (hastighetsredusering) trapper ned motorhastigheten til rotorens driftshastighet mens dreiemomentet multipliseres. I en gummielter må girkassen håndtere ekstremt høyt dreiemoment - for en 2000 kW motor som kjører rotorer med 40 rpm, kan dreiemomentet ved rotorakselen overstige 500 000 N·m. Girkassen er typisk en parallellaksel eller rettvinklet arrangement med forkullede og slipte spiralformede gir, plassert i et robust støpejerns- eller fabrikkert stålhus med tvangsmatingssmøring.
En fleksibel kobling mellom motoren og girkassen absorberer støtbelastninger under ballehavari - støtet når en rotor treffer en kald gummiballe kan forårsake øyeblikkelige momenttopper to til tre ganger det nominelle driftsmomentet. Uten en fleksibel kobling ville disse piggene blitt overført direkte til girkassen og motorakselen, noe som forårsaker for tidlig tretthetssvikt.
Matehals og ladesystem
Matehalsen er den vertikale passasjen over blandekammeret som gummi og tilsetningsstoffer fylles gjennom. Ved manuell drift slippes gummiballer og veide tilsetningsstoffer ned i halsen av operatører eller transportbånd. I automatiserte blandingslinjer er matehalsen utstyrt med et tippebrett eller pneumatisk ram-assistanseanordning for å skyve materialer ned i kammeret mot motstanden fra rotorene.
Halsåpningsdimensjonene er designet for å akseptere standard gummiballestørrelser - en 270L elter har vanligvis en halsåpning på omtrent 600 mm × 400 mm. Et svingbart støvdeksel eller klaff lukker halsen etter lading for å inneholde støv og røyk under blanding. Noen maskiner har også en røykavsugsport i halsdekselet koblet til et sentralt ventilasjonssystem - dette er spesielt viktig når man blander forbindelser som inneholder carbon black, svovel eller flyktige prosessoljer.
Injeksjon av flytende ingrediens - for prosessoljer, flytende silaner eller spesielle tilsetningsstoffer - gjøres ofte via porter montert direkte inn i kammerveggen eller gjennom ramkroppen. Disse injeksjonsdysene må være utformet for å tåle kammertrykk og temperatur samtidig som de leverer nøyaktige målte volumer, vanligvis kontrollert av tannhjulpumpes doseringssystemer integrert med blandeprogrammet.
Maskinramme og strukturelle komponenter
Hele gummielterenheten er montert på en tung strukturell bunnramme laget av tykk stålplate eller støpegods. Denne rammen absorberer reaksjonskreftene fra blandingsprosessen og overfører dem til fundamentet. Kreftene som er involvert er betydelige - en stor produksjonselter genererer rotorseparasjonskrefter (kraften som skyver rotorene fra hverandre på grunn av gummitrykk) som kan nå flere hundre kilonewton under toppblandingsbelastninger.
De to siderammene, en på hver side av blandekammeret, bærer rotorlagrene og gir den strukturelle forbindelsen mellom kammeret og basen. Disse er ofte de mest belastede komponentene i maskinen og er produsert av nodulært støpejern eller kraftig stål med sjenerøse filetradier for å redusere spenningskonsentrasjonen.
Vibrasjonsisolerende fester mellom elterbunnsrammen og bygningsfundamentet er standard på moderne installasjoner. En fullastet stor gummielter under ballehavari genererer betydelige vibrasjoner – uten isolasjon kan dette overføres til bygningsstrukturen og påvirke nærliggende instrumentering eller forårsake utmattelsessprekker i ankerbolter over tid.
Kontrollsystem og instrumentering i moderne gummieltere
Moderne gummieltere er utstyrt med PLS-baserte kontrollsystemer som styrer hele blandesyklusen automatisk. Kontrollsystemet overvåker og registrerer en kontinuerlig strøm av prosessdata:
- Sammensatte temperatur (målt via kammervegg termoelement eller infrarødt pyrometer rettet mot forbindelsen gjennom en siktport)
- Rotorhastighet (rpm), kontinuerlig justerbar av VFD
- Motorstrømtrekk, som er proporsjonal med sammensatt viskositet og fungerer som et indirekte mål for å blande energitilførsel
- Spesifikk energitilførsel (kWh/kg), akkumulert gjennom hele blandesyklusen
- Ramposisjon og trykk
- Innløps- og utløpstemperaturer for kjølevæske for hver kjølesone
- Dumpdørposisjon (åpen/lukket forrigling)
Spesifikk energitilførsel er uten tvil den mest pålitelige indikatoren på fullstendig blanding for mange gummiblandinger - spredning av kjønrøk, for eksempel, er nært korrelert med kumulativ energitilførsel per kilogram av forbindelse i stedet for med tid alene. Moderne gummieltekontroller gjør at blandeprogrammer kan defineres etter energiendepunkt i stedet for tidsendepunkt, som automatisk kompenserer for variasjoner i råvarens viskositet mellom batcher.
Alle batchdata logges til en database for kvalitetssporbarhet. Integrasjon med Manufacturing Execution Systems (MES) gjør at hver batch-post kan kobles til råvarepartinummer, operatør-ID og nedstrøms sammensatte testresultater, noe som muliggjør rotårsaksanalyse når kvalitetsavvik oppstår.
Viktige strukturelle forskjeller mellom gummieltetyper
Ikke alle gummieltere deler identiske strukturelle konfigurasjoner. Det finnes flere designvariasjoner for å møte ulike produksjonskrav:
Tangentielle vs. sammengripende rotoreltere
I en tangentiell rotorelter (den klassiske Banbury-designen) roterer de to rotorene i separate sirkulære baner som tangerer hverandre - rotorvingene låser seg ikke sammen. Dette skaper en stor blandesone mellom rotorene hvor intens skjæring forekommer, noe som gjør tangentielle eltere svært effektive for dispersiv blanding av forsterkende fyllstoffer. Flertallet av interne miksere i produksjon over hele verden bruker tangentielle rotorer.
I en sammengripende rotorelter (som GK-serien av HF Mixing eller F-serien av Farrel Pomini), er rotorene plassert tettere sammen og vingene deres overlapper og griper inn i hverandre når de roterer - ligner i konseptet på en dobbeltskrueekstruder, men med mye kortere, tykkere bevegelser. Denne utformingen genererer et tydelig annerledes strømningsmønster, og gir bedre distributiv blanding og lavere blandingstemperaturer, på bekostning av noe lavere dispersiv blandingsintensitet. Sammengripende eltere foretrekkes for varmefølsom silikongummi, fluorelastomerer og blandinger der temperaturkontroll er avgjørende.
Opp-ned (omvendt) eltemaskiner
Noen gummielter-design - spesielt de som brukes i kontinuerlige eller semi-kontinuerlige prosesslinjer - tømmes ikke gjennom en bunndør, men ved å vippe hele blandekammerenheten slik at kammeråpningen vender ned og massen faller ut. Denne opp-ned utslippsdesignen tillater raskere batchfrigjøring og enklere integrasjon med nedstrøms prosessutstyr plassert rett under elteren. Den strukturelle implikasjonen er en betydelig mer kompleks maskinramme med vippemekanisme og hydraulisk låsesystem.
Åpen topp (Sigma Blade) eltere vs. lukkede Banbury-type eltere
Det er verdt å merke seg at i noen bransjesammenhenger refererer begrepet "gummi elter" også til Z-blad eller sigma-blad batch eltere - åpen-top, trau-formede maskiner med to motroterende sigma eller Z-formede blader. Disse er strukturelt ganske forskjellige fra den lukkede interne blanderen som er beskrevet gjennom denne artikkelen. Sigma-knivkniver mangler ram og tetningssystem, opererer ved atmosfærisk trykk, og er mer vanlig brukt til silikongummiblandinger, termoplastiske elastomerer og klebemiddelpreparering i stedet for til høyfyllende gummiblandinger.
Slitasjedeler og vedlikeholdskritiske strukturelle elementer
Å forstå strukturen til en gummielter betyr også å vite hvilke komponenter som slites og krever periodisk utskifting. De viktigste sliteartiklene er:
- Rotortips: Vingespissene opplever den høyeste kontaktspenningen med kammerveggen. I noen design er rotorspissene bygget opp med hardt sveiseoverlegg som kan påføres på nytt på stedet. I andre skiftes hele rotoren ut når spissslitasjen overskrider toleransen – vanligvis når klaringen mellom spiss og vegg har vokst fra dens utformede verdi (2–5 mm) til mer enn 8–10 mm, hvorved blandeeffektiviteten reduseres målbart.
- Kammerforinger: Veggforingsseksjonene er utskiftbare sliteplater, typisk 30–50 mm tykke, boltet eller krympemontert i kammerkroppen. Levetiden varierer fra noen få måneder ved bruk av slipemiddel til flere år ved mild bruk.
- Rotorendetetninger (pakking): Skiftes hver 300.–1000. driftstime avhengig av blandingstype og rotorhastighet. Utsatt utskifting av pakning fører til sammensatt forurensning av lagerområdet og dramatisk akselerert lagerslitasje.
- Utløpsdørtetning: Den elastomere perimeterforseglingen på utløpsdøren skiftes ut under planlagte driftsstanser, vanligvis hver 3.–6. måned i kontinuerlig produksjon.
- Roterende koblinger på rotorkjølekretser: Inspiseres og bygges om årlig i de fleste anlegg, da tetningsslitasje i disse komponentene kan føre til at kjølevæske trenger inn i lagerhusene.
Planlagte vedlikeholdsintervaller for gummiknadere i dekkproduksjonsanlegg er typisk strukturert rundt 8-timers produksjonsskift, med mindre inspeksjoner hvert skift, mellomkontroller ukentlig og større overhalinger årlig eller hver 5.000–8.000 driftstime. En godt vedlikeholdt 270L gummielter kan oppnå en mekanisk tilgjengelighet på over 95 % i kontinuerlig treskiftsdrift.